焊接组装



焊接组装
我们进口德国Bihler B-5000焊机,每分钟可焊接200-300个。
接触焊接使用两种基本工艺:将各个接触件焊接到实心或预冲压的承载带上,或者冲压接触部件由带有已预连接的接触材料的半成品带制成。在焊接接触件期间,接触材料从型材(带)、线段或尖端形式附着。在保持严格的制造公差的同时,高速率焊接的最大接触面积尺寸为 5 x 5 mm²。
根据不同的应用,所使用的触点材料基于金、钯或银。为了利用最可靠和最经济的制造工艺,接触材料通常具有易于焊接的背衬。
|
| |
| 生产流程 | 带材开卷-带材校平-预冲孔-硬币和焊缝-最终冲孔 |
| 生产率 | 300-450个/分钟 |
| 带材宽度 | ≤60mm |
| 带材厚度 | 0.1-1.0毫米 |
| Ag、AgNi、AgCu、AgFe等 | |
| 接触线直径范围 | Φ0.4-Φ2.5毫米 |
| 接触直径 | Φ1-Φ4.5mm |
| 接触高度 | 0.2-2.0毫米 |
| 粘接强度 | 升80-800N升 纵向焊缝≥接触丝直径) l 横向焊缝≥1/2接触丝直径) |
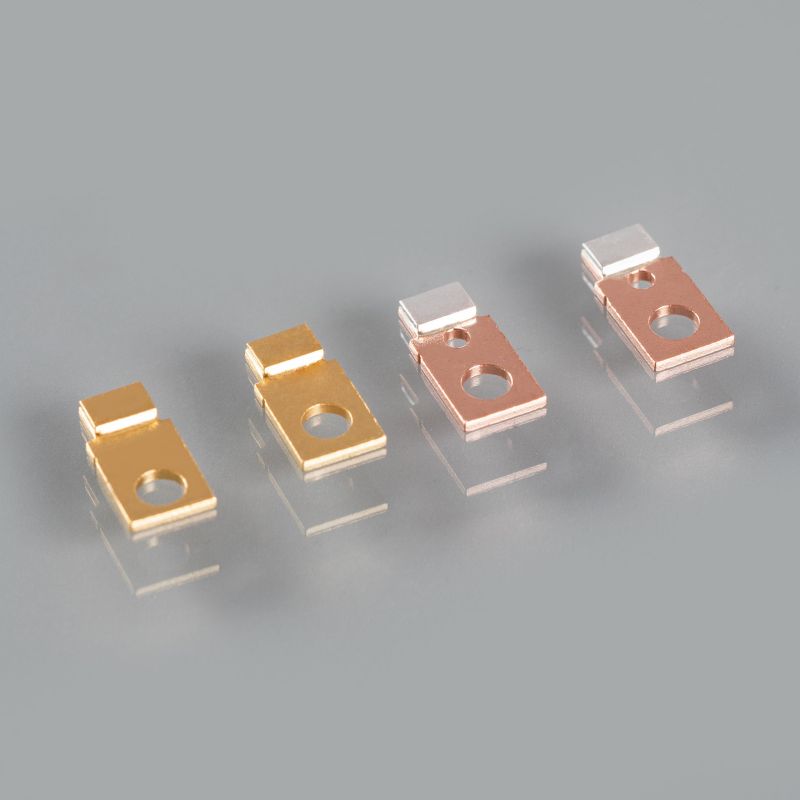
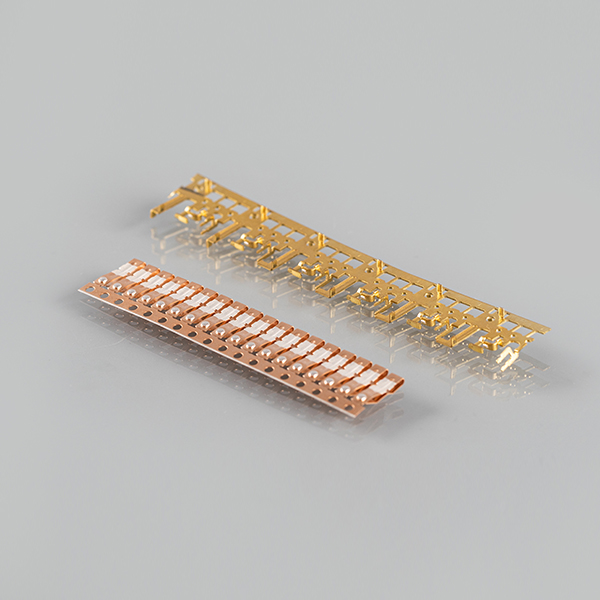
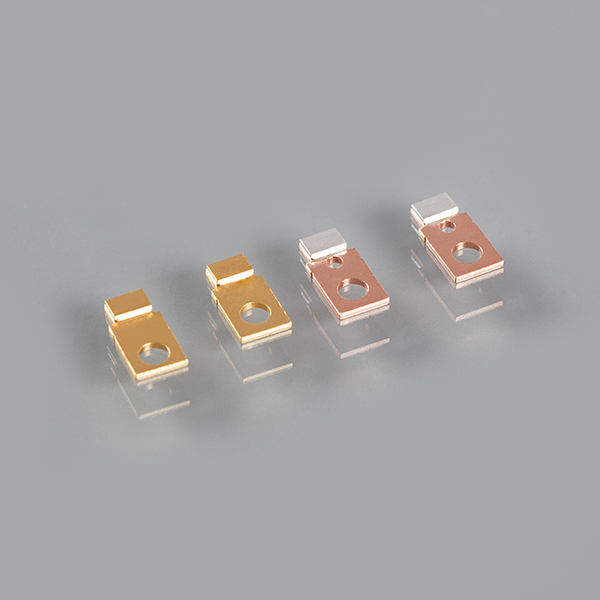
带半成品接触片的冲压件

半成品接触带冲压件可以用连续带材经济地生产。我们工厂生产的接触材料以金、钯和银为基础。铜及铜合金用作基础载体材料。
复合冲压件
许多接触应用需要更厚的贵金属层。这些不能通过电镀工艺经济地施加到基材上。此外,通常需要具有非常特定的物理和机械性能的接触材料。这些由金钯合金或银基材料制成的材料通过合金熔化或粉末冶金制成。触点和基材的结合是通过诸如冷辊包覆或热辊压接合之类的包覆工艺来实现的。
Toplay 型材的冲压零件
DODUCO 通过将扁平带材钎焊到载体材料上,然后进行型材轧制来制造带材形式的接触双金属。这些是客户指定的具有凸起贵金属段的接触部件的基础,适用于高要求的应用。
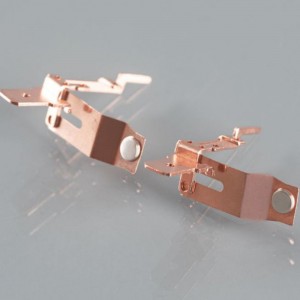
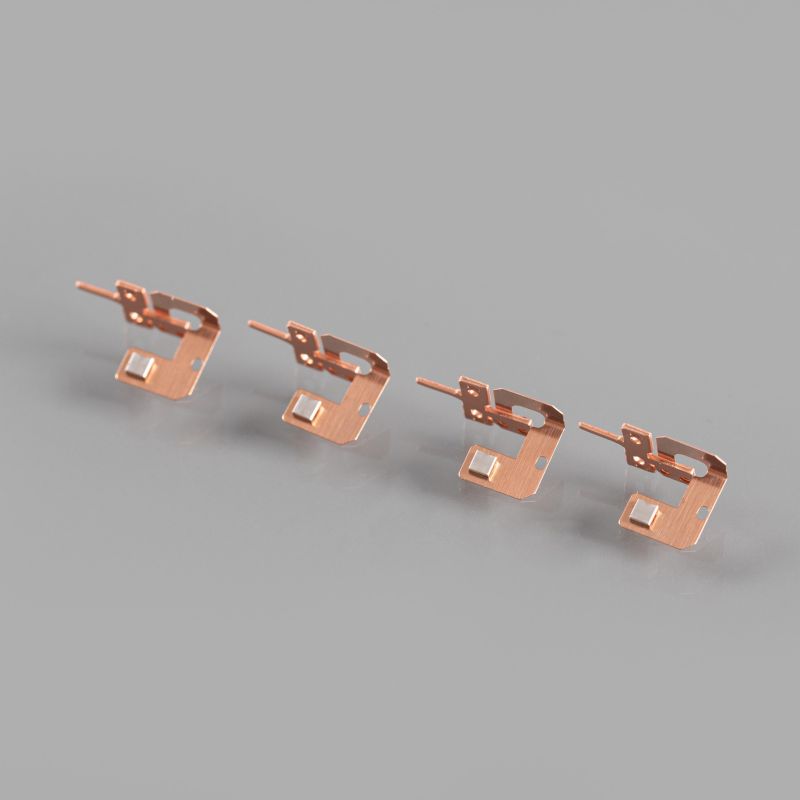
缝焊带材冲压件
用于生产接触冲压件的缝焊带材的主要优点是焊接区面积有限。这导致弹簧硬基材仅在直接焊接影响区域软化。接触层主要由固体接触材料或复合接触型材或焊缝组成。
应用