焊接組裝



焊接組裝
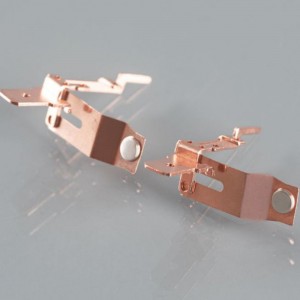
我們進口德國Bihler B-5000焊接機,每分鐘可焊接200-300台。
接觸焊接使用兩種基本工藝:將各個接觸件焊接到實心或預沖壓的承載帶上,或沖壓接觸部件由帶有已預先連接的接觸材料的半成品帶製成。在焊接接觸件期間,接觸材料從型材(帶)、線段或尖端形式附著。在保持嚴格的製造公差的同時,高速率焊接的最大接觸面積尺寸為 5 x 5 mm²。
根據不同的應用,所使用的接點材料是基於金、鈀或銀。為了利用最可靠和最經濟的製造工藝,接觸材料通常具有易於焊接的背襯。
|
| |
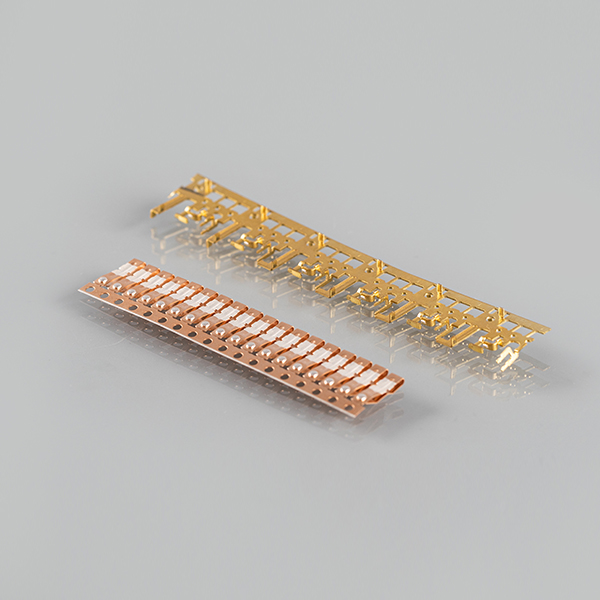
| 生產流程 | 帶材開卷-帶材校平-預沖孔-硬幣和焊接-最終沖孔 |
| 生產力 | 300-450個/分鐘 |
| 帶材寬度 | ≤60mm |
| 帶材厚度 | 0.1-1.0毫米 |
| Ag、AgNi、AgCu、AgFe等 | |
| 接觸線直徑範圍 | Φ0.4-Φ2.5毫米 |
| 接觸直徑 | Φ1-Φ4.5mm |
| 接觸高度 | 0.2-2.0毫米 |
| 黏接強度 | 升80-800N升 縱向焊縫≥接觸絲直徑) l 橫向焊縫≥1/2接觸絲直徑) |
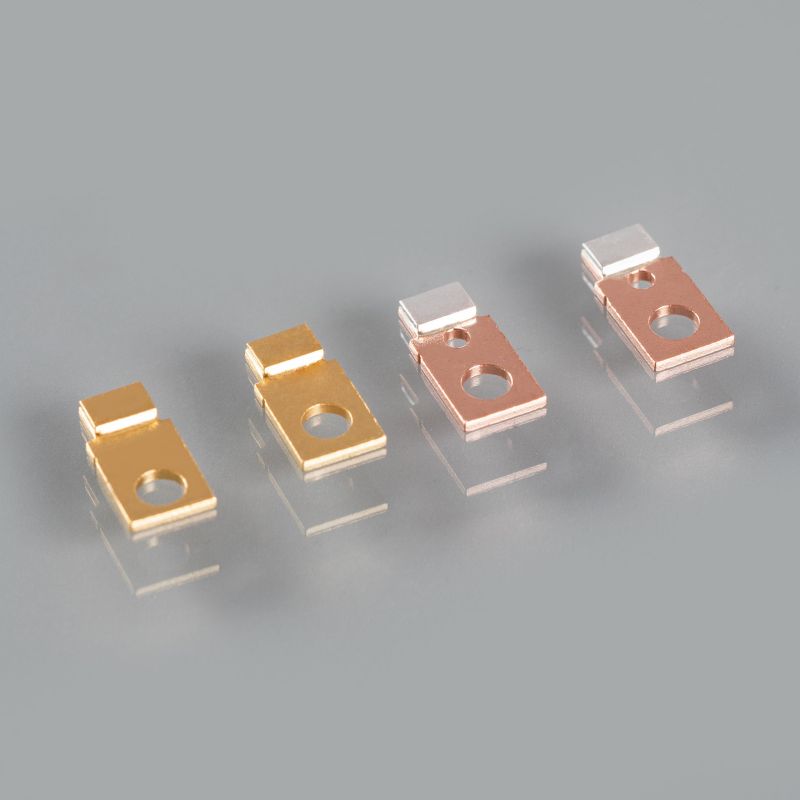
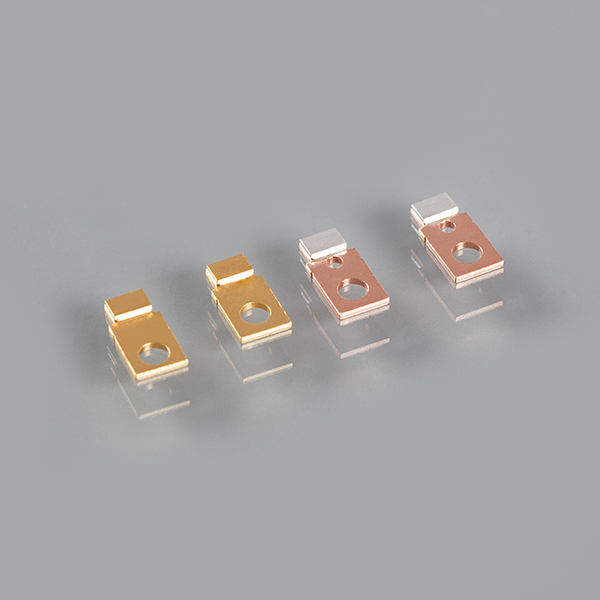
半成品接觸片的沖壓件

半成品接觸帶沖壓件可以用連續帶材經濟地生產。我們工廠生產的接觸材料以金、鈀和銀為基礎。銅及銅合金用作基礎載體材料。
複合沖壓件
許多接觸應用需要更厚的貴金屬層。這些不能透過電鍍工藝經濟地施加到基材上。此外,通常需要具有非常特定的物理和機械性能的接觸材料。這些由金鈀合金或銀基材料製成的材料是透過合金熔化或粉末冶金製成。觸點和基材的結合是透過諸如冷輥包覆或熱輥壓接合之類的包覆製程來實現的。
Toplay 型材的沖壓零件
DODUCO 透過將扁平帶材釬焊到載體材料上,然後進行型材軋製來製造帶材形式的接觸雙金屬。這些是客戶指定的具有凸起貴金屬段的接觸部件的基礎,適用於高要求的應用。
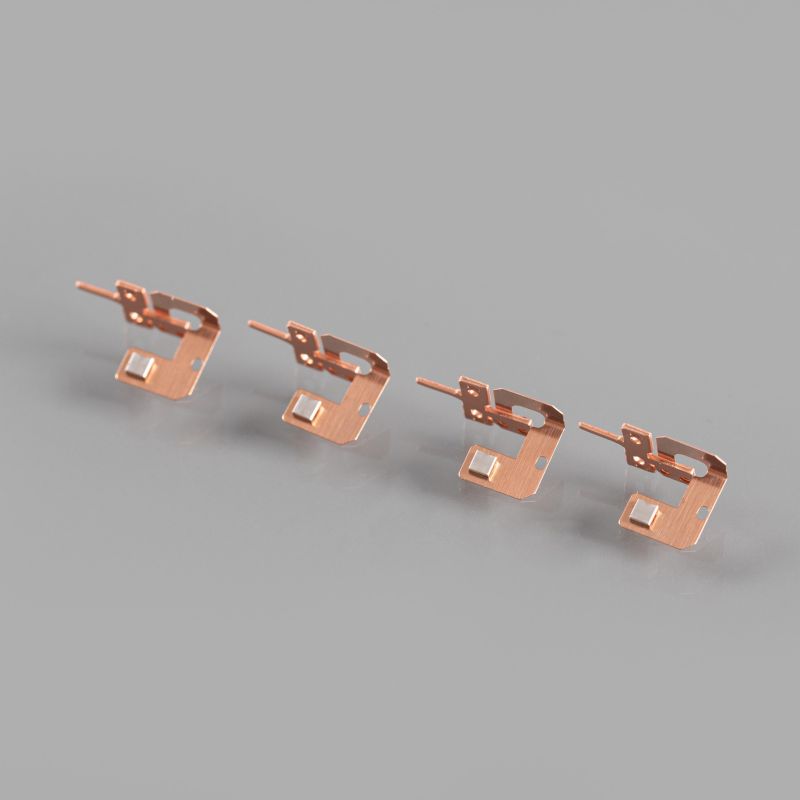
縫焊帶材沖壓件
用於生產接觸沖壓件的縫焊帶材的主要優點是焊接區面積有限。這導致彈簧硬基材僅在直接焊接影響區域軟化。接觸層主要由固體接觸材料或複合接觸型材或焊接組成。
應用