Ассамблея



Ассамблея
Производство процессыIp Сызыкны каплау → Стрип тигезләү → Алдан сугылу → контакт тибрәнү белән туклану → контакт ривинг формалаштыру → формалаштыру буш эш.
Producитештерү темплары: 150-300pcs / мин。
Характеристика:
1. тавыш ишетелми, тибрәнү юк, нечкә һәм ватык материаллар өчен бик яраклы.Бөтерелгәннән соң кечкенә эш кисәге деформациясе.
2. әйләнүче подшипник көче белән идарә итә ала: вакытны тормышка ашыру, даими басым бөртеге.
3. Кечкенә тәэсир көче, эш кисәгенең бозылмавын, металл электроплатланган катламга һәм башка өслек эшкәртүенә зыян китермәвен тәэмин итү.
4. деформация эше белән подшипник материалы аеруча яхшы, подшипник та сыйфатлы проблема булып күренмәячәк, югары тормыш.Шул ук вакытта, үзгәрү җиңел һәм төрле формаларда ясалырга мөмкин, төрле процесс таләпләренә яраклашу, киң куллану.
Кушымта


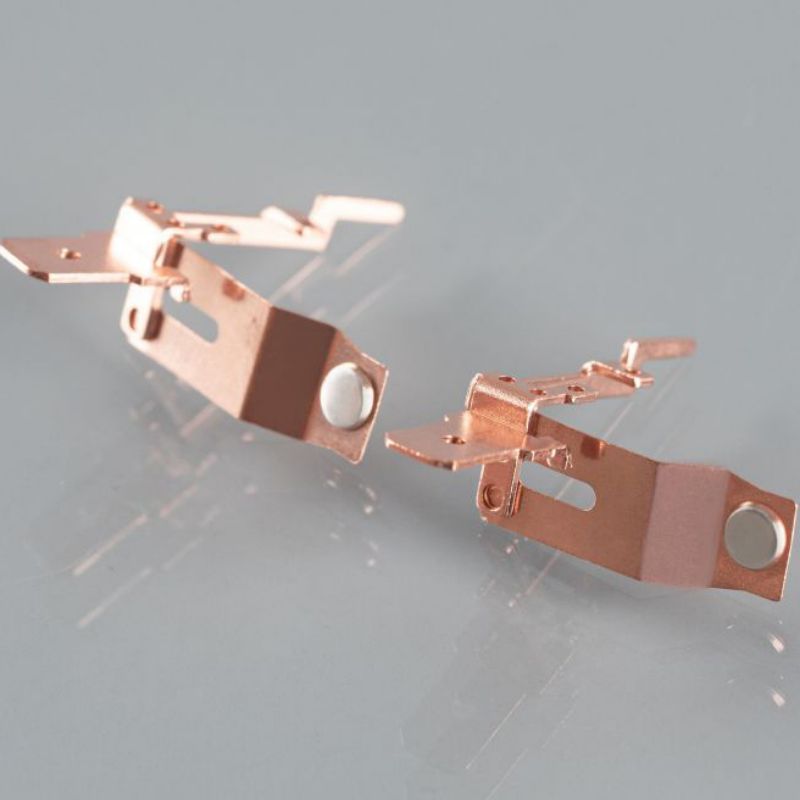
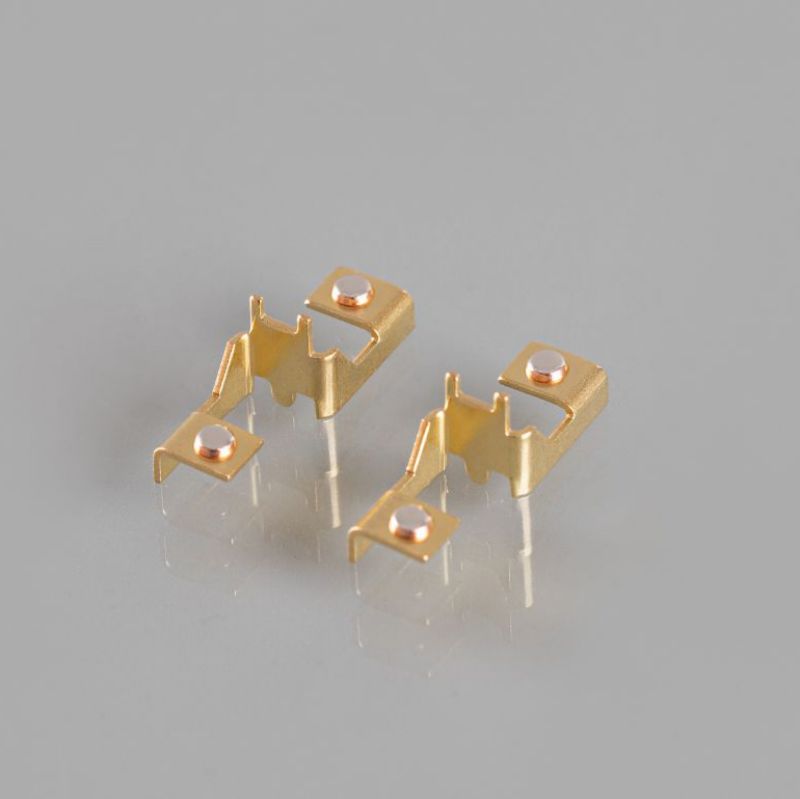
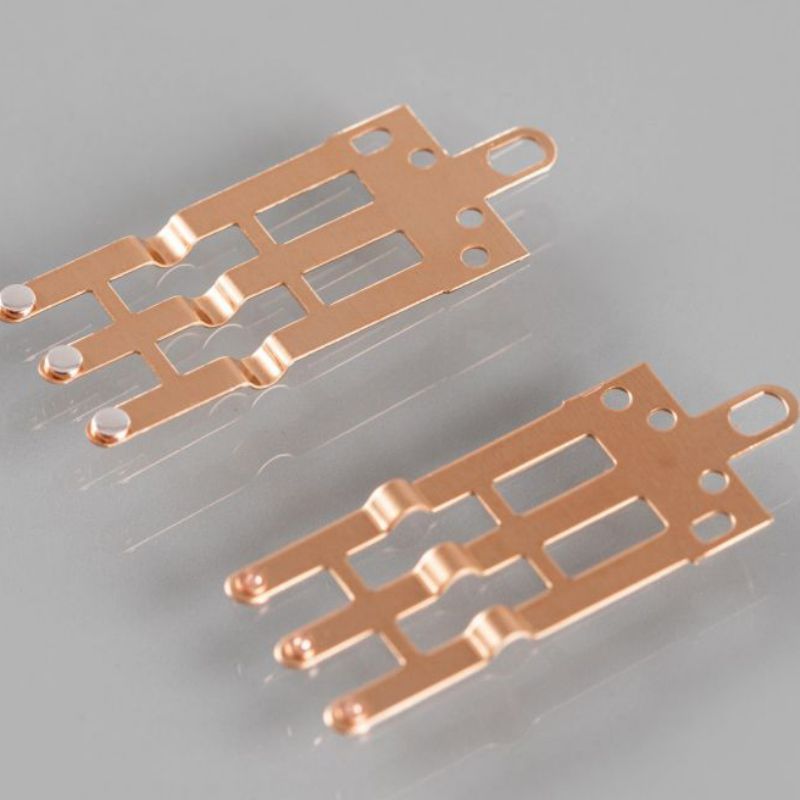
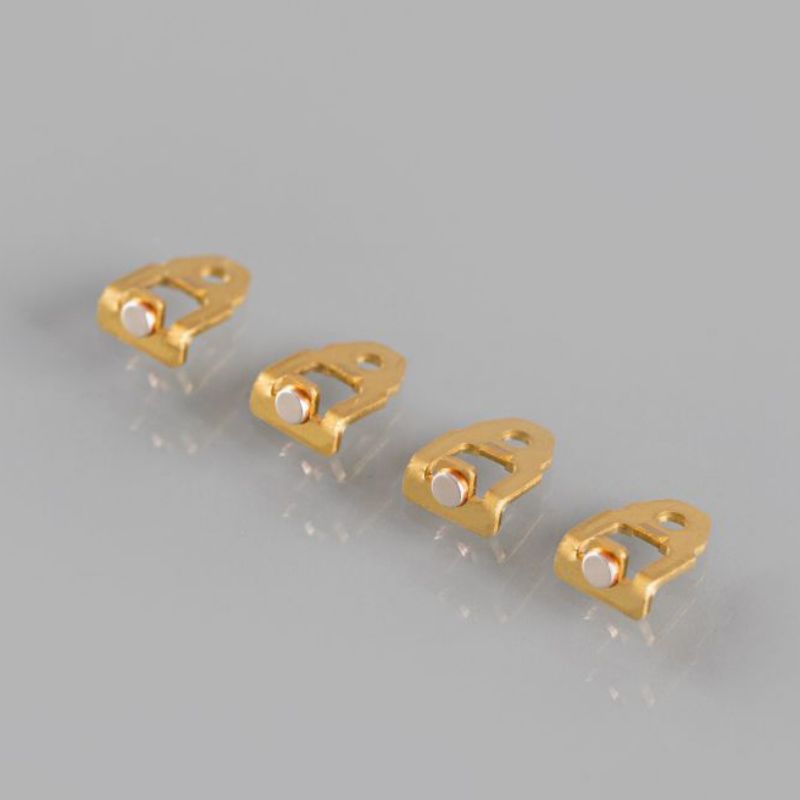
Ярдәм төре: бакыр яки бакыр эретмәсе
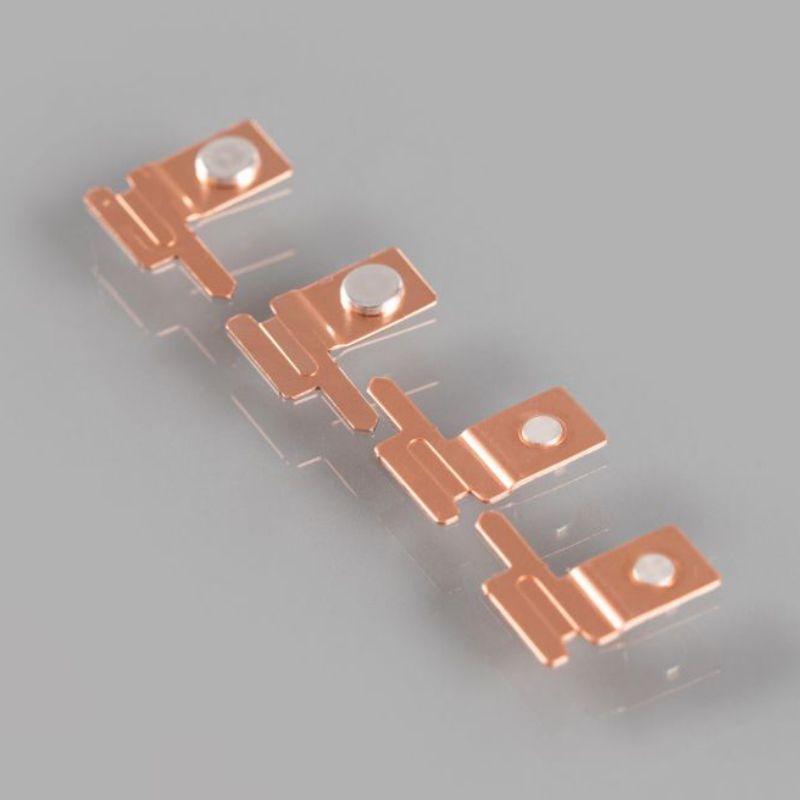
Кушымта: Ассамблеялар контактларда киң кулланыла.сүндергечләр, эстафеталар, дивар ачкычлары, микро-ачкычлар, баскыч төймәләре һ.б.
Продукция тасвирламасы: SHZHJ контактларны һәм терәкләрне җыю өчен эшкәртү технологияләренең төрлелегенә ия.Бездә клиентларның төрле һәм махсуслаштырылган таләпләрен канәгатьләндерү өчен сыгылмалы җитештерү ысуллары бар.Керү процессы гадәттә эретеп ябыштыру процессында җылылыкка тәэсир итү җиңел булганда кулланыла.Ривинг шулай ук эретеп ябыштыру авыр булган металл контактлар өчен кулланыла.
Producитештерү процессы: Кул белән чабу, автоматик риветинг, формада бөтерелү һ.б.

