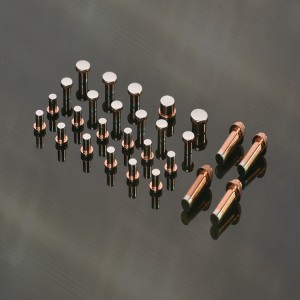
Katı Kontak perçin
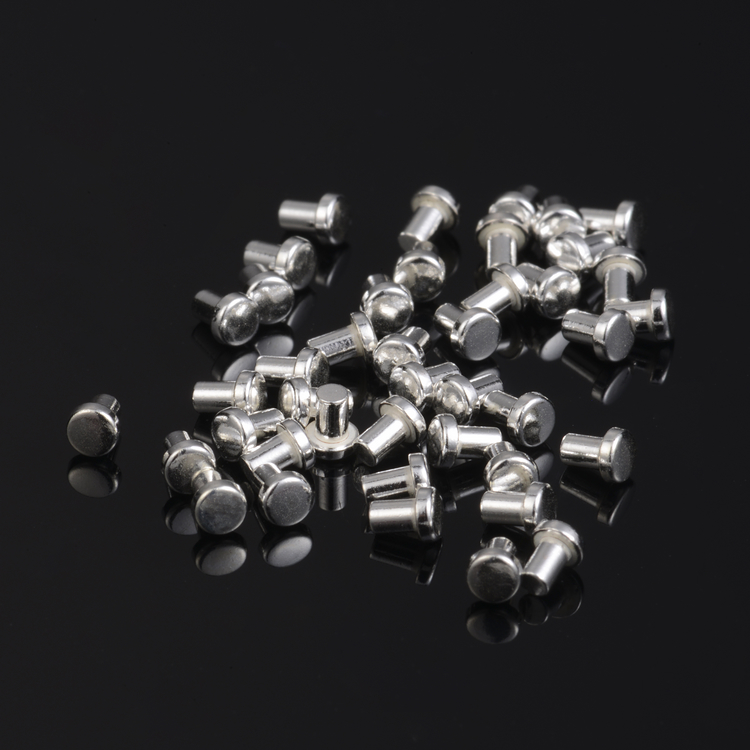


Sağlam perçinler perçinleme sırasında daha büyük bir zorluk teşkil eder.Perçinin deliğe geri itilmesinden önce üretilen kafanın taşlanması veya frezelenmesi gerekir.Katı perçinleri sökerken deliği çevreleyen bileşenin malzemesi dikkate alınmalıdır.Malzeme perçinden daha yumuşaksa hasar görme ihtimali vardır.Sertlik perçine eşit veya perçinden daha sertse, daha yumuşak perçin geriye doğru itilirken şeklini koruyacağından hasar riski daha düşük olur.Perçinin başlangıçta nasıl oluşturulduğu perçin çıkarma sürecinde de rol oynar.Şekillendirme işleminde oluşan sap şişmesi ne kadar büyük olursa çevredeki bileşene zarar verme riski de o kadar yüksek olur.
Süreç akışı
Perçin Yapımı
Tavlama
Bitiricilik
Denetleme
Çizim
Paketleme


Ölçüm
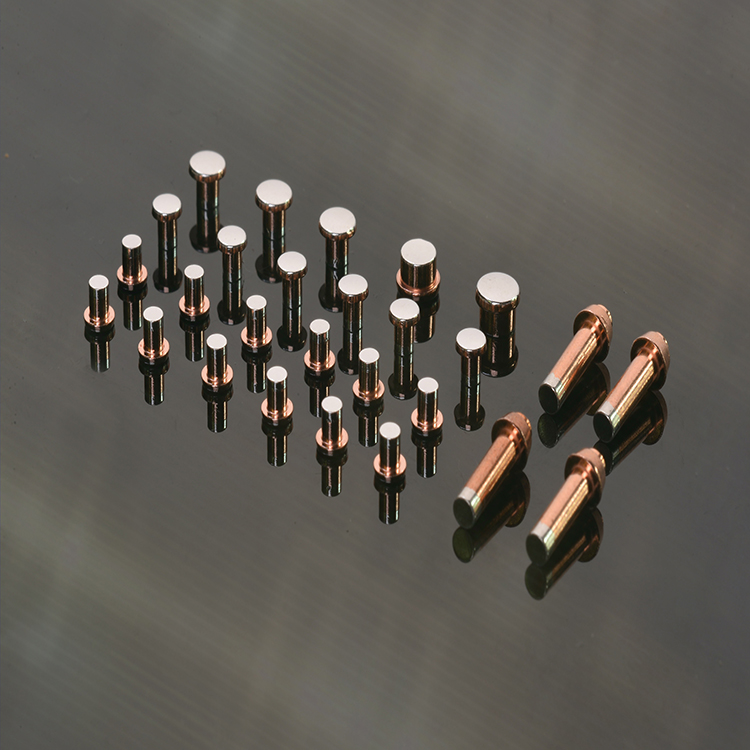
| Öğe | Kafa çapı D(mm) | Kafa kalınlığı T(mm) | Ayak çapı d(mm) | Ayak uzunluğu L(mm) | Küre yarıçapı R(mm) |
| Temel boyut | 1.2~12 | 0,15~3,00 | 0.75~6.00 | 0,45~8,56 | 1.2~40 |
| hata payı | ±0,05 | -0.02∽ | -0.02∽ | ±0,05 | ±2 |