Svetsenhet



Svetsenhet
Vi importerar B-5000 svetsmaskin från Bihler i Tyskland, vi kan svetsa 200-300 st per minut.
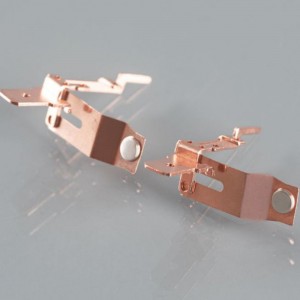
Två grundläggande processer används vid kontaktsvetsning: individuella kontaktstycken svetsas på solida eller förstansade bärremsor eller de stansade kontaktdelarna tillverkas av halvfärdig remsa med redan förmonterat kontaktmaterial.Vid svetsning av kontaktstycken fästs kontaktmaterialet från antingen profiler (tejper), trådsegment eller i spetsform.Den maximala kontaktytans storlek för höghastighetssvetsning med bibehållen snäva tillverkningstolerans är 5 x 5 mm².
Beroende på applikation är kontaktmaterial som används baserade på guld, palladium eller silver.För att utnyttja den mest tillförlitliga och ekonomiska tillverkningsprocessen har kontaktmaterialen vanligtvis en lätt svetsbar baksida.
|
| |
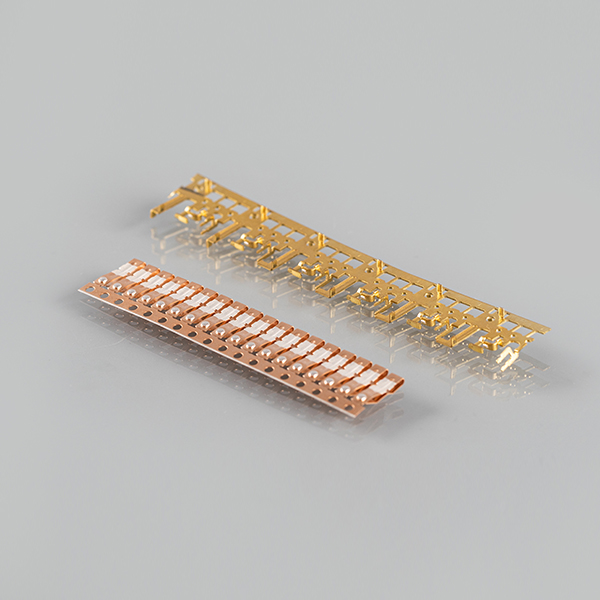
| Produktionsprocess | Remsa upprullning-remsa utjämning-Förstansning-Mynt och svets-Slutstansning |
| Produktionshastighet | 300-450 st/min |
| Remsbredd | ≤60 mm |
| Remstjocklek | 0,1-1,0 mm |
| Ag、AgNi、AgCu、AgFe, etc. | |
| Kontakttrådens diameterområde | Φ0,4 - Φ2,5 mm |
| Kontaktdiameter | Φ1-Φ4,5 mm |
| Kontakthöjd | 0,2-2,0 mm |
| Bindningsstyrka | l 80-800N l Längsgående svetslinje≥Kontakttrådsdiameter) l Tvärgående svetslinje≥1/2Kontakttrådsdiameter) |
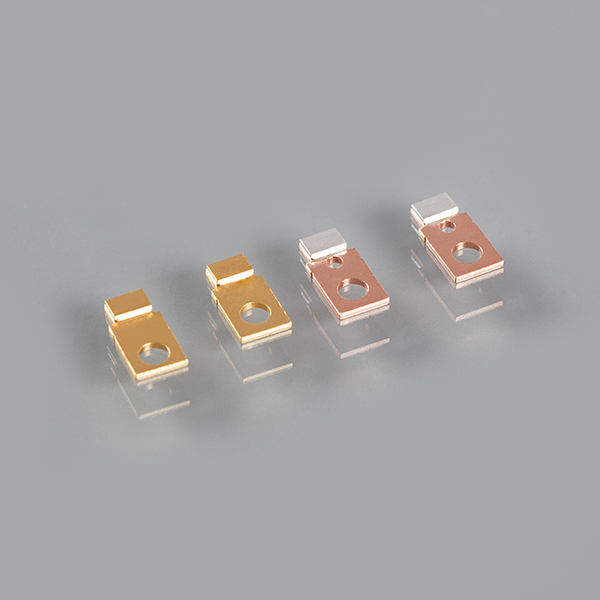
Stämplade delar med halvfärdiga kontaktlister

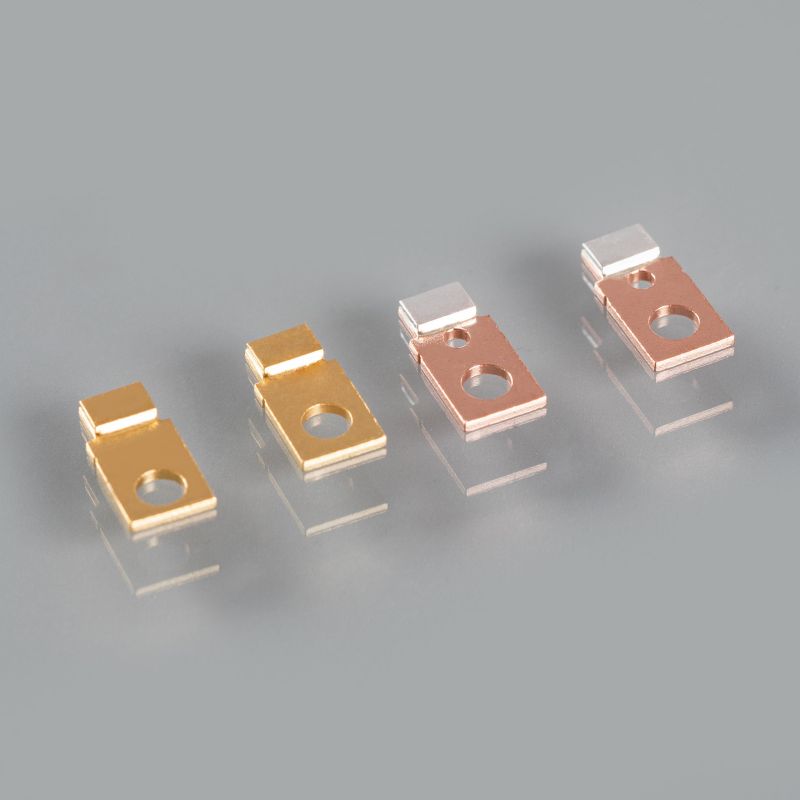
Stämplade delar från halvfärdiga kontaktremsor tillverkas ekonomiskt av kontinuerliga band.Kontaktmaterial som produceras i våra bruksanläggningar är baserat på guld, palladium och silver.Koppar och kopparlegeringaranvänds som basmaterial.
Klädda stämplar
Många kontaktapplikationer kräver tjockare lager av ädelmetall.Dessa kan inte appliceras på substraten ekonomiskt genom galvaniseringsprocesser.Dessutom krävs ofta kontaktmaterial med mycket specifika fysikaliska och mekaniska egenskaper.Dessa material från guld-palladium-legeringar eller baserade på silver tillverkas antingen genom legeringssmältning eller pulvermetallurgi.Kombinationen av kontakt och basmaterial uppnås genom beklädnadsprocesser såsom kallvalsning eller varmvalsning.
Stämplade delar från Toplay-profiler
DODUCO tillverkar kontaktbimetaller i bandform genom lödning av flatorformade remsor till bärarmaterial följt av profilvalsning.Dessa är grunden för kundspecificerade kontaktdelar med upphöjda ädelmetallsegment för mycket krävande applikationer.
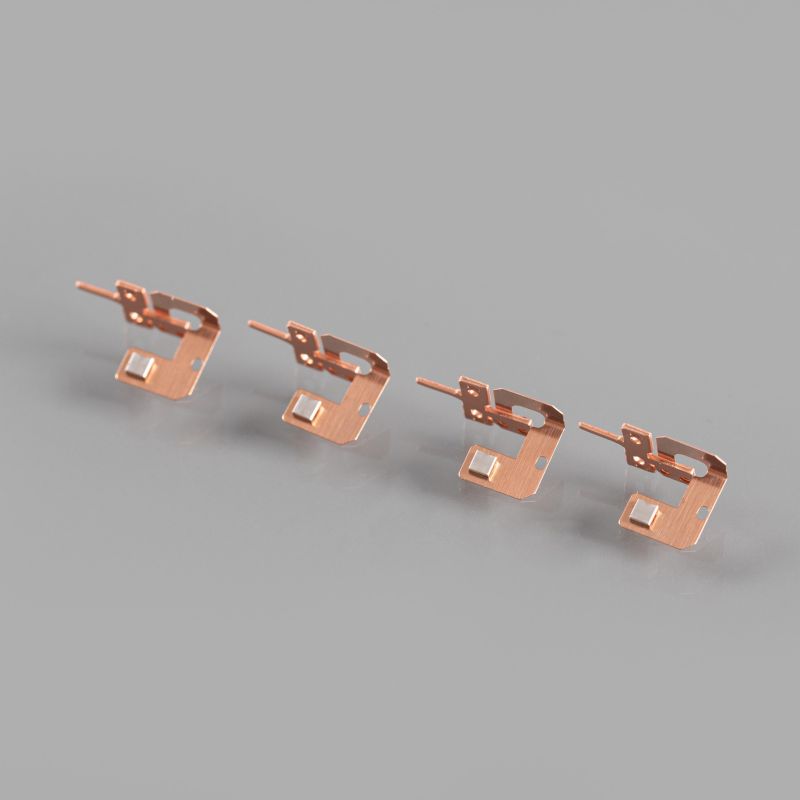
Stämplade delar från sömsvetsade remsor
Den största fördelen med sömsvetsade bandmaterial för tillverkning av kontaktstansningar är svetszonens begränsade yta.Detta resulterar i uppmjukning av fjäderhårda basmaterial endast i det omedelbara svetspåverkade området.Kontaktskikten består huvudsakligen av fasta kontaktmaterial eller kompositkontaktprofiler eller svets.
Ansökan