Монтажа заваривања



Монтажа заваривања
Увозимо апарат за заваривање Б-5000 из Бихлера у Немачкој, можемо заварити 200-300 ком у минути.
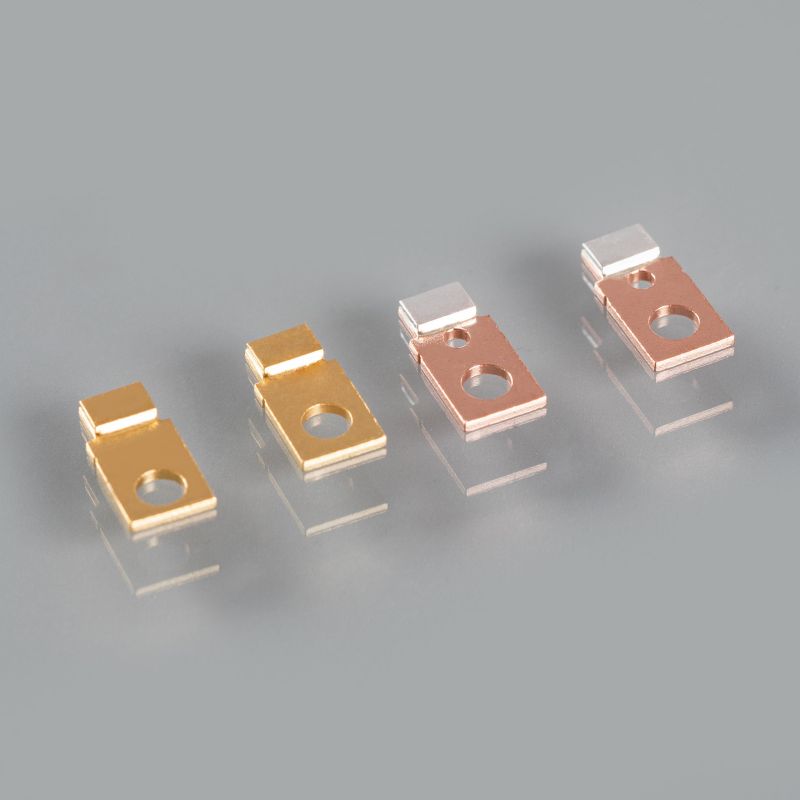
У контактном заваривању се користе два основна процеса: појединачни контактни делови се заварују на чврсте или унапред жигосане носеће траке или се жигосани контактни делови израђују од полупроизвода траке са већ претходно причвршћеним контактним материјалом.Приликом заваривања контактних делова контактни материјал се причвршћује са профила (трака), жичаних сегмената или у облику врха.Максимална величина контактне површине за високобрзинско заваривање уз одржавање блиских производних толеранција је 5 к 5 мм².
У зависности од примене коришћени контактни материјали су на бази злата, паладијума или сребра.Да би се користио најпоузданији и најекономичнији производни процес, контактни материјали обично имају подлогу која се лако завари.
|
| |
| Процес производње | Одмотавање траке-нивелисање траке-Пре-пробијање-Коначи и заваривање-Завршно пробијање |
| Стопа производње | 300-450 ком/мин |
| Ширина траке | ≤60мм |
| Дебљина траке | 0,1-1,0 мм |
| Аг、АгНи、АгЦу、АгФе, итд. | |
| Опсег пречника контактне жице | Φ0,4 - Φ2,5 мм |
| Пречник контакта | Φ1-Φ4.5мм |
| Висина контакта | 0,2-2,0 мм |
| Снага везивања | л 80-800Н л Уздужна линија заваривања≥Пречник контактне жице) л Попречна линија заваривања≥1/2Пречник контактне жице) |
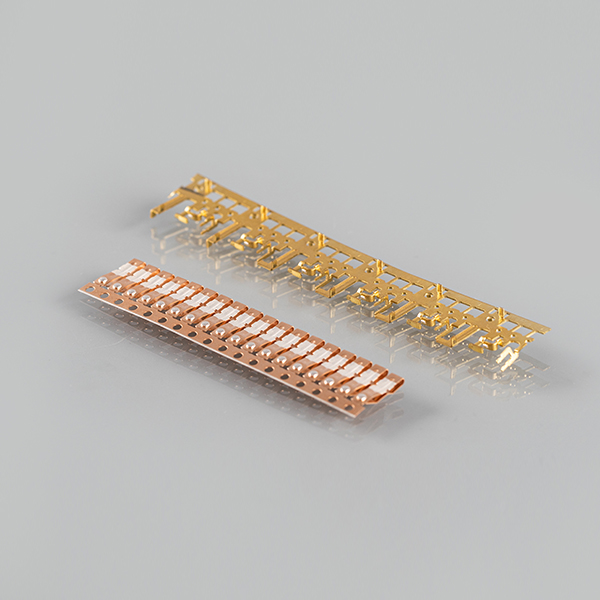
Штанцани делови са полуготовим контактним тракама

Штанцани делови из полупроизвода контактне траке се економично производе од континуалне траке.Контактни материјали произведени у нашим млиновима су на бази злата, паладијума и сребра.Бакар и легуре бакрасе користе као основни материјали за носаче.
Цлад Стампингс
Многе контактне апликације захтевају дебље слојеве племенитих метала.Они се не могу економично применити на подлоге процесима галванизације.Поред тога, често су потребни контактни материјали са врло специфичним физичким и механичким својствима.Ови материјали од легура злата и паладијума или на бази сребра израђују се или топљењем легуре или металургијом праха.Комбинација контактног и основног материјала постиже се процесима облагања као што је хладно роловање или топло лепљење ваљањем.
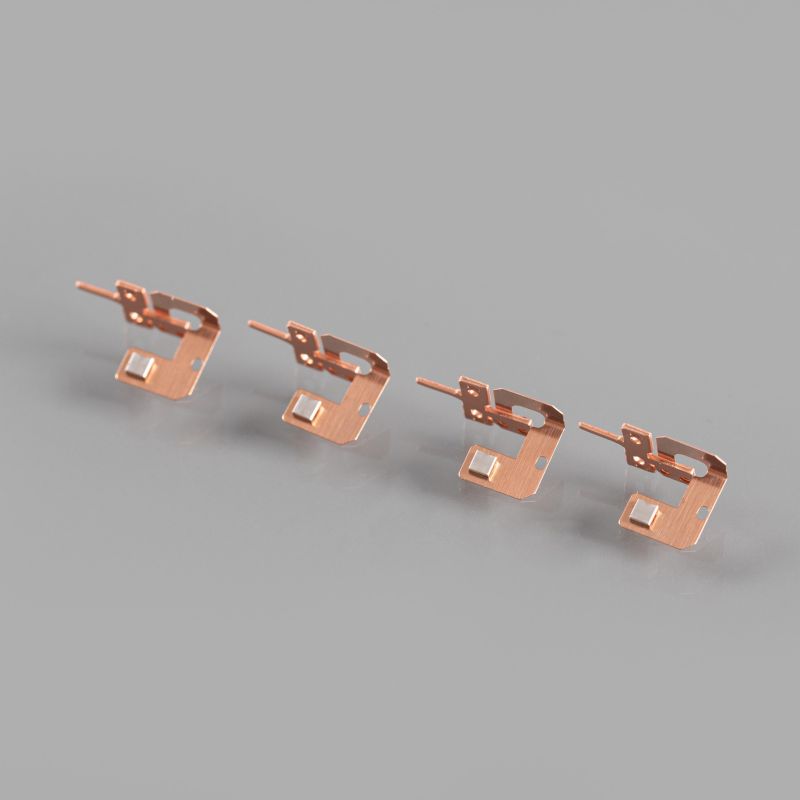
Штампани делови из Топлаи профила
ДОДУЦО производи контактне биметале у облику траке лемљењем равних трака на носеће материјале након чега следи профилно ваљање.Ово су основа за контактне делове које специфицира купац са подигнутим сегментима племенитих метала за веома захтевне примене.
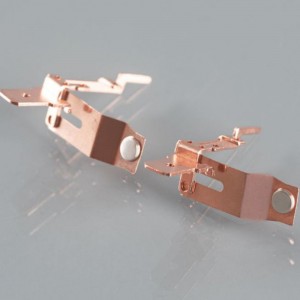
Штанцани делови од шавно заварених трака
Главна предност тракастог материјала завареног шавом за производњу контактних штанцања је ограничена површина зоне завара.Ово доводи до омекшавања опружних тврдих основних материјала само у непосредној зони заваривања.Контактни слојеви се састоје углавном од чврстих контактних материјала или композитних контактних профила или завара.
Апликација