溶接アセンブリ



溶接アセンブリ
当社はドイツのビーラー社からB-5000溶接機を輸入しており、毎分200~300個の溶接が可能です。
コンタクト溶接では 2 つの基本的なプロセスが使用されます。個々のコンタクトピースが固体またはプレス加工済みのキャリアストリップに溶接されるか、またはプレス加工された接触部品が事前に取り付けられたコンタクト材料を備えた半完成ストリップから製造されます。コンタクトピースの溶接中、コンタクト材料はプロファイル(テープ)、ワイヤセグメント、またはチップの形状のいずれかから取り付けられます。厳密な製造公差を維持しながら高速溶接を行う場合の最大接触面積サイズは 5 x 5 mm² です。
用途に応じて、使用される接点材料は金、パラジウム、または銀をベースとしています。最も信頼性が高く経済的な製造プロセスを利用するために、接点材料には通常、溶接が容易な裏面が付いています。
|
| |
| 生産工程 | ストリップの巻き戻し - ストリップのレベリング - プレパンチング - コインと溶接 - 最終パンチング |
| 生産率 | 300-450個/分 |
| ストリップ幅 | ≤60mm |
| ストリップの厚さ | 0.1~1.0mm |
| Ag、AgNi、AgCu、AgFeなど | |
| トロリ線径範囲 | Φ0.4~Φ2.5mm |
| 接点径 | Φ1~Φ4.5mm |
| 接触高さ | 0.2~2.0mm |
| 接着強度 | l 80-800N l 縦溶接線≧トロリ線径) l 横溶接線≧1/2トロリ線径) |
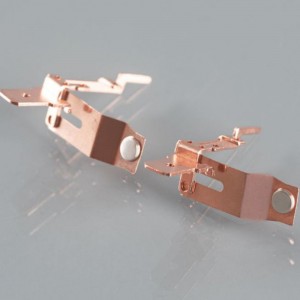
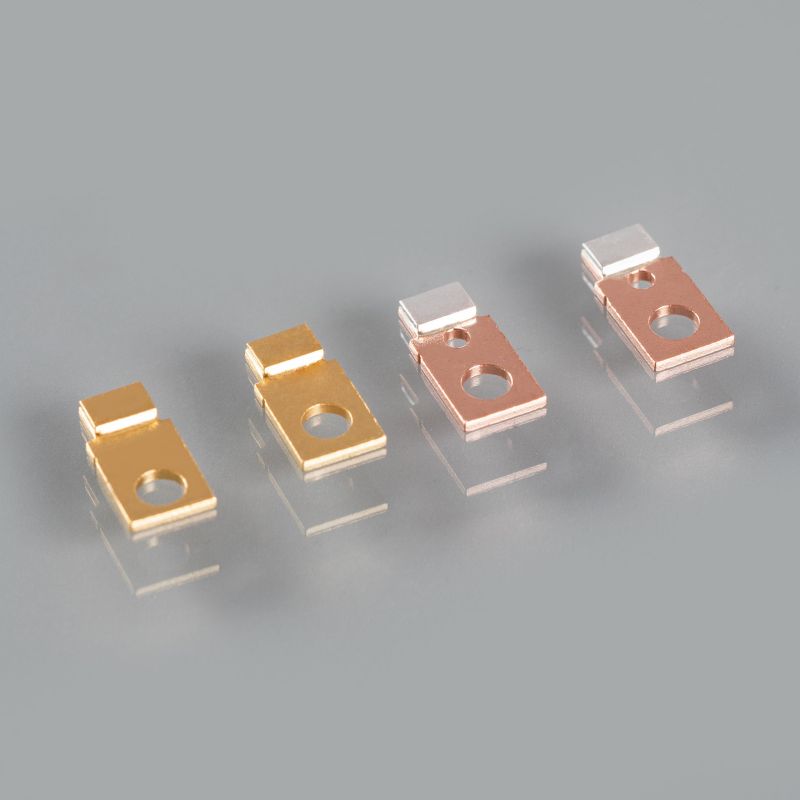
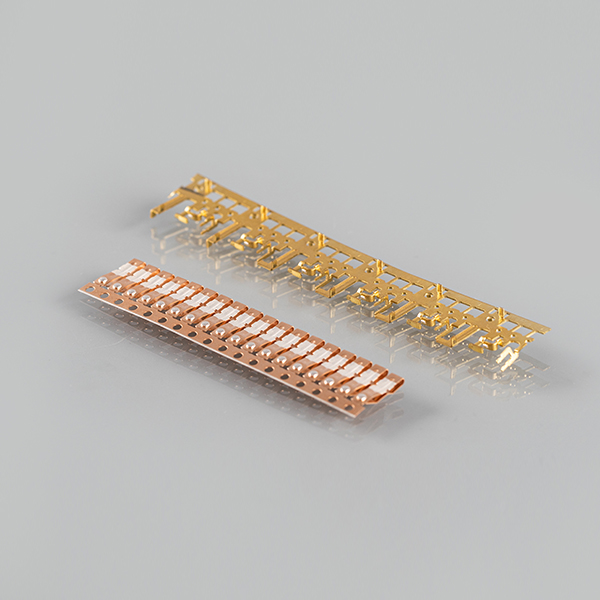
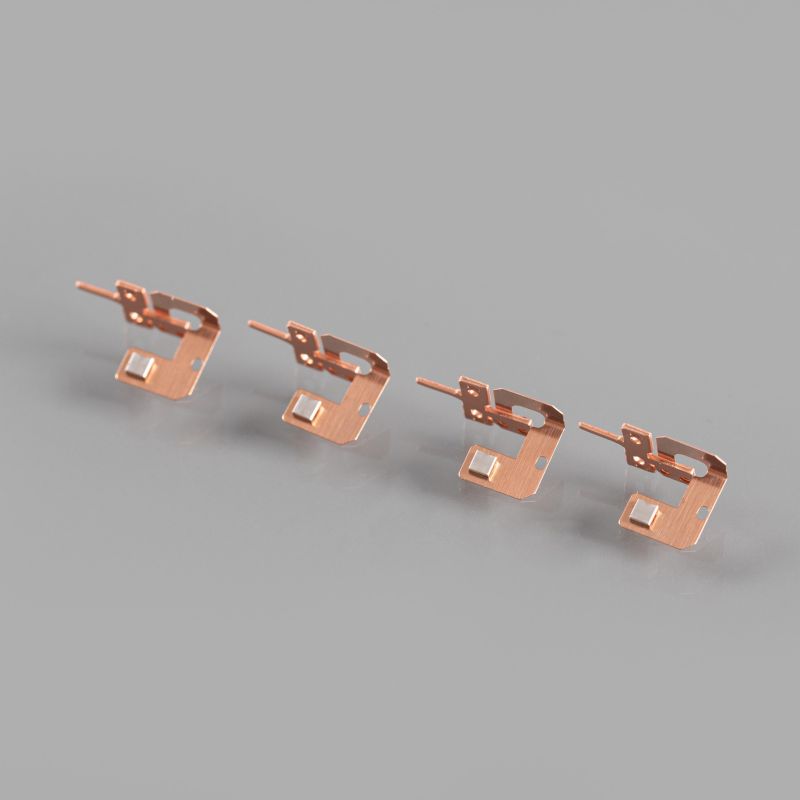
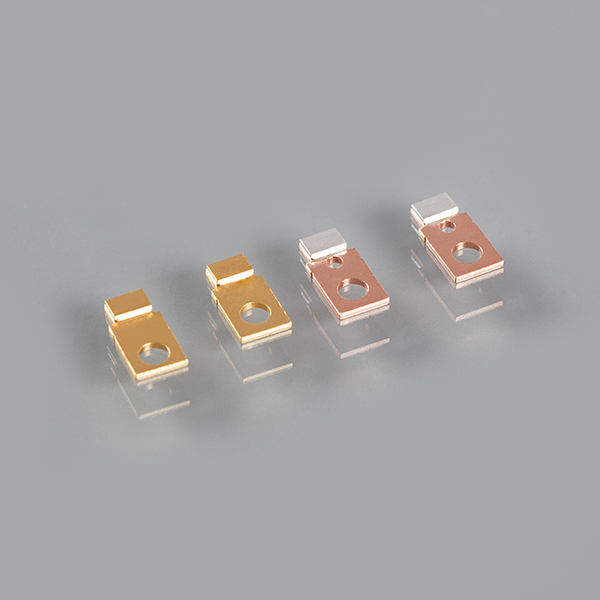
半完成コンタクトストリップを備えたプレス部品

半完成の接触ストリップからのプレス部品は、連続ストリップから経済的に製造されます。当社の工場設備で製造される接点材料は、金、パラジウム、銀をベースとしています。銅および銅合金ベースキャリア材料として使用されます。
クラッドスタンピング
多くの接点アプリケーションでは、より厚い貴金属層が必要です。これらは、電気めっきプロセスによって経済的に基板に適用することはできません。さらに、多くの場合、非常に特殊な物理的および機械的特性を備えた接点材料が必要となります。金パラジウム合金または銀ベースのこれらの材料は、合金溶解または粉末冶金によって製造されます。コンタクトとベース材料の組み合わせは、冷間ロールクラッディングや熱ロールボンディングなどのクラッディングプロセスによって実現されます。
Toplay プロファイルからのスタンプ部品
DODUCO は、平らな形状のストリップをキャリア材料にろう付けし、その後プロファイル圧延することにより、ストリップ形状のコンタクト バイメタルを製造します。これらは、要求の高い用途向けに、隆起した貴金属セグメントを備えた顧客指定の接触部品の基礎となります。
シーム溶接されたストリップからのプレス部品
コンタクトスタンピングの製造におけるシーム溶接ストリップ材料の主な利点は、溶接ゾーンの面積が限られていることです。これにより、溶接直後の領域のみでバネの硬い母材が軟化します。接触層は主に固体接触材料、複合接触プロファイル、または溶接で構成されます。
応用