Montaža zavarivanja



Montaža zavarivanja
Uvozimo aparat za zavarivanje B-5000 iz Bihlera u Njemačkoj, možemo zavariti 200-300 komada po minuti.
U kontaktnom zavarivanju koriste se dva osnovna postupka: pojedinačni kontaktni dijelovi zavareni su na čvrste ili prethodno utisnute noseće trake ili su utisnuti kontaktni dijelovi proizvedeni od polugotove trake s već prethodno pričvršćenim kontaktnim materijalom.Tijekom zavarivanja kontaktnih dijelova kontaktni materijal se pričvršćuje iz profila (traka), žičanih segmenata ili u obliku vrha.Maksimalna veličina kontaktnog područja za visokobrzinsko zavarivanje uz održavanje malih proizvodnih tolerancija je 5 x 5 mm².
Ovisno o primjeni korišteni kontaktni materijali su na bazi zlata, paladija ili srebra.Kako bi se iskoristio najpouzdaniji i najekonomičniji proizvodni proces, kontaktni materijali obično imaju podlogu koja se lako zavariva.
|
| |
| Proces proizvodnje | Odmotavanje trake-niveliranje trake-Prethodno bušenje-Nova i zavarivanje-Završno bušenje |
| Stopa proizvodnje | 300-450 kom/min |
| Širina trake | ≤60 mm |
| Debljina trake | 0,1-1,0 mm |
| Ag、AgNi、AgCu、AgFe, itd. | |
| Raspon promjera kontaktne žice | Φ0,4 - Φ2,5 mm |
| Promjer kontakta | Φ1-Φ4,5 mm |
| Kontaktna visina | 0,2-2,0 mm |
| Snaga lijepljenja | l 80-800N l Uzdužna linija zavarivanja≥Promjer kontaktne žice) l Poprečna linija zavarivanja≥1/2Promjer kontaktne žice) |
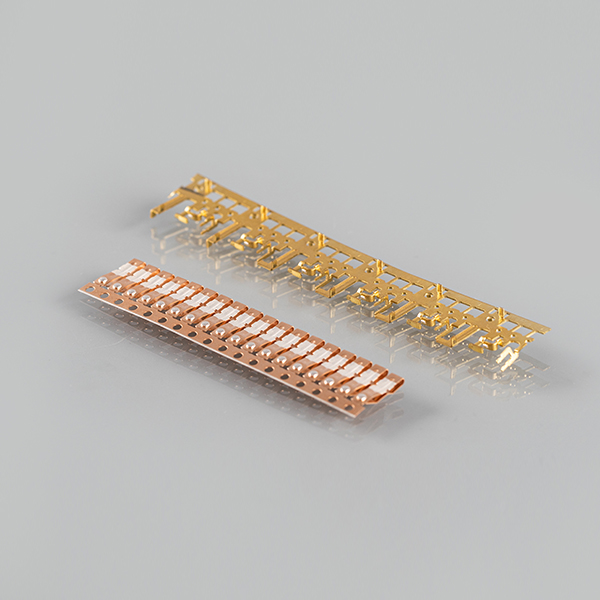
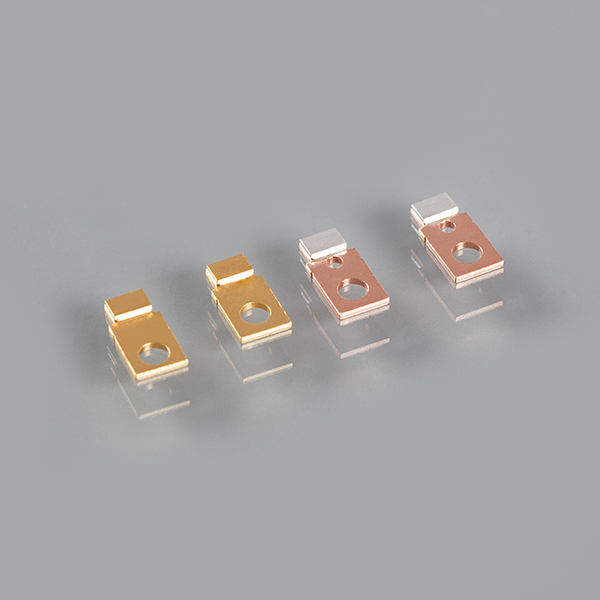
Štancani dijelovi s polugotovim kontaktnim trakama

Štancani dijelovi od polugotove kontaktne trake ekonomično se proizvode od kontinuirane trake.Kontaktni materijali proizvedeni u našim mlinskim pogonima temelje se na zlatu, paladiju i srebru.Bakar i bakrene legurekoriste se kao osnovni nosivi materijali.
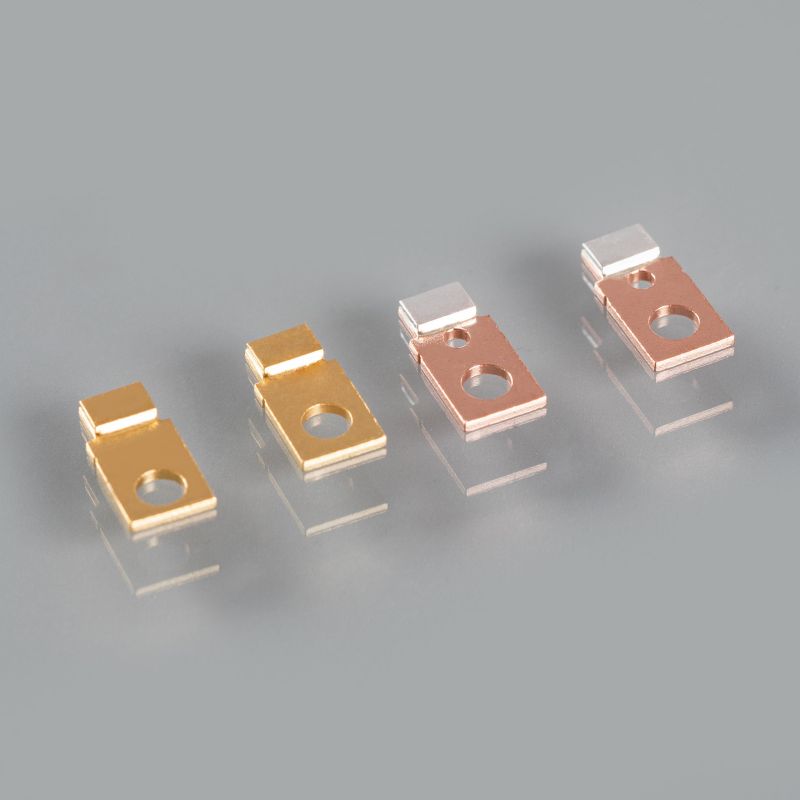
Obloženi žigovi
Mnoge kontaktne primjene zahtijevaju deblje slojeve plemenitih metala.Oni se ne mogu ekonomično primijeniti na podloge procesima galvanizacije.Osim toga, često su potrebni kontaktni materijali s vrlo specifičnim fizičkim i mehaničkim svojstvima.Ovi materijali od legura zlata i paladija ili na bazi srebra izrađuju se ili taljenjem legura ili metalurgijom praha.Kombinacija kontaktnog i osnovnog materijala postiže se postupcima oblaganja kao što je hladno valjanje ili vruće valjanje.
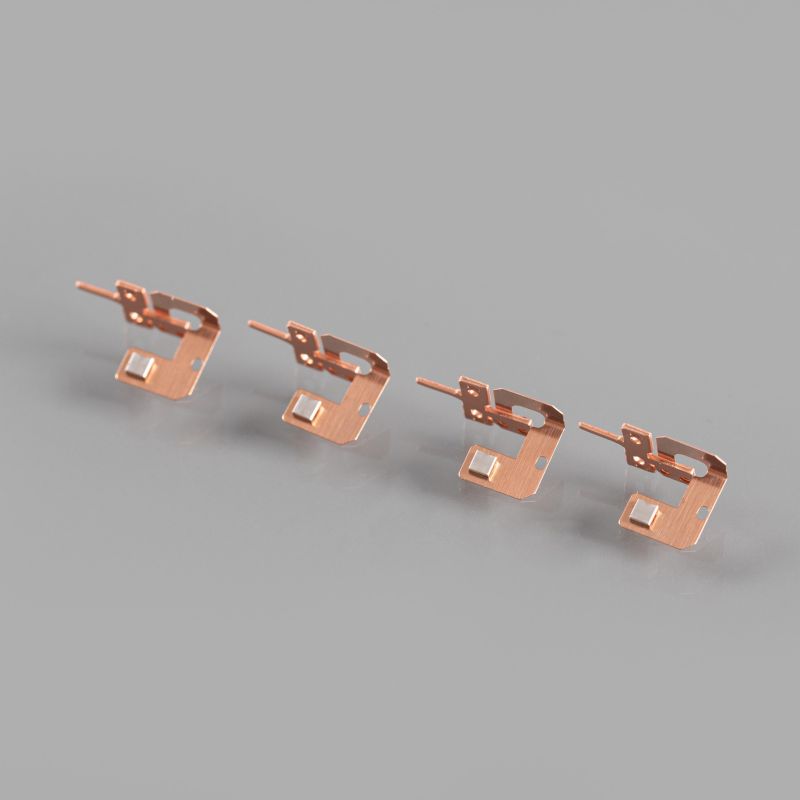
Žigosani dijelovi iz Toplay profila
DODUCO proizvodi kontaktne bimetale u obliku trake lemljenjem ravnih traka na noseće materijale nakon čega slijedi valjanje profila.To je osnova za kontaktne dijelove prema specifikacijama kupaca s izdignutim segmentima od plemenitih metala za vrlo zahtjevne primjene.
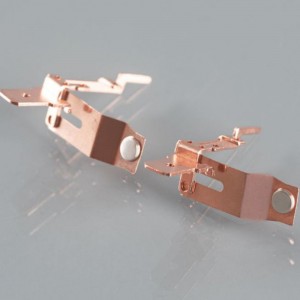
Štancani dijelovi od zavarenih traka
Glavna prednost šavno zavarenih trakastih materijala za izradu kontaktnih štanca je ograničeno područje zone zavarivanja.To rezultira omekšavanjem opružnih tvrdih osnovnih materijala samo u području neposrednog djelovanja zavara.Kontaktni slojevi sastoje se uglavnom od čvrstih kontaktnih materijala ili kompozitnih kontaktnih profila ili zavara.
Primjena