Schweißmontage



Schweißmontage
Wir importieren das Schweißgerät B-5000 von Bihler in Deutschland und können 200-300 Stück pro Minute schweißen.
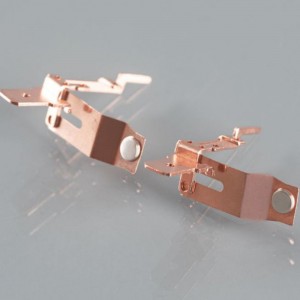
Beim Kontaktschweißen kommen grundsätzlich zwei Verfahren zum Einsatz: Einzelne Kontaktstücke werden auf massive oder vorgestanzte Trägerbänder geschweißt oder die gestanzten Kontaktteile werden aus Halbzeugband mit bereits vormontiertem Kontaktmaterial hergestellt.Beim Schweißen von Kontaktstücken wird das Kontaktmaterial entweder aus Profilen (Bändern), Drahtsegmenten oder in Spitzenform angebracht.Die maximale Kontaktflächengröße für Hochleistungsschweißungen unter Einhaltung enger Fertigungstoleranzen beträgt 5 x 5 mm².
Die verwendeten Kontaktmaterialien basieren je nach Anwendung auf Gold, Palladium oder Silber.Um einen möglichst zuverlässigen und wirtschaftlichen Herstellungsprozess zu gewährleisten, verfügen die Kontaktmaterialien normalerweise über eine leicht schweißbare Rückseite.
|
| |
| Fertigungsprozess | Bandabwicklung – Bandnivellierung – Vorstanzen – Prägen und Schweißen – Endstanzen |
| Produktionsrate | 300-450 Stück/Min |
| Streifenbreite | ≤60mm |
| Streifendicke | 0,1–1,0 mm |
| Ag, AgNi, AgCu, AgFe usw. | |
| Fahrdrahtdurchmesserbereich | Φ0,4 - Φ2,5 mm |
| Kontaktdurchmesser | Φ1-Φ4,5 mm |
| Kontakthöhe | 0,2–2,0 mm |
| Bindungsstärke | l 80-800N l Längsschweißlinie ≥Kontaktdrahtdurchmesser) l Querschweißlinie ≥1/2Kontaktdrahtdurchmesser) |
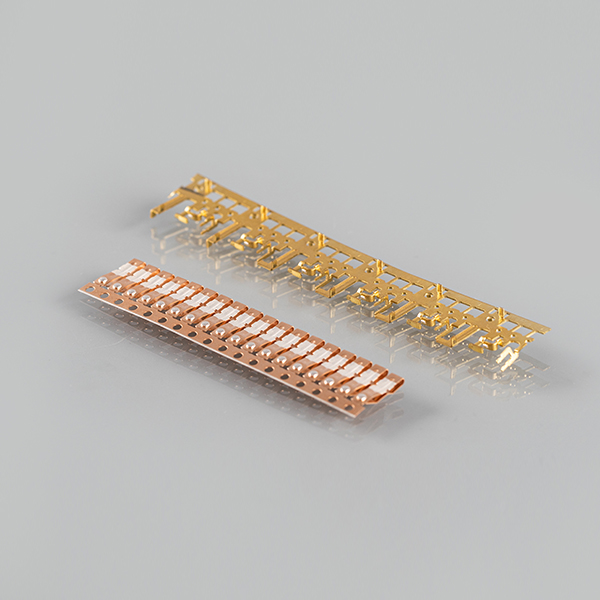
Stanzteile mit halbfertigen Kontaktstreifen

Stanzteile aus Kontaktband-Halbzeug werden wirtschaftlich aus Endlosband hergestellt.In unseren Mühlenanlagen hergestelltes Kontaktmaterial basiert auf Gold, Palladium und Silber.Kupfer und Kupferlegierungenwerden als Basisträgermaterialien verwendet.
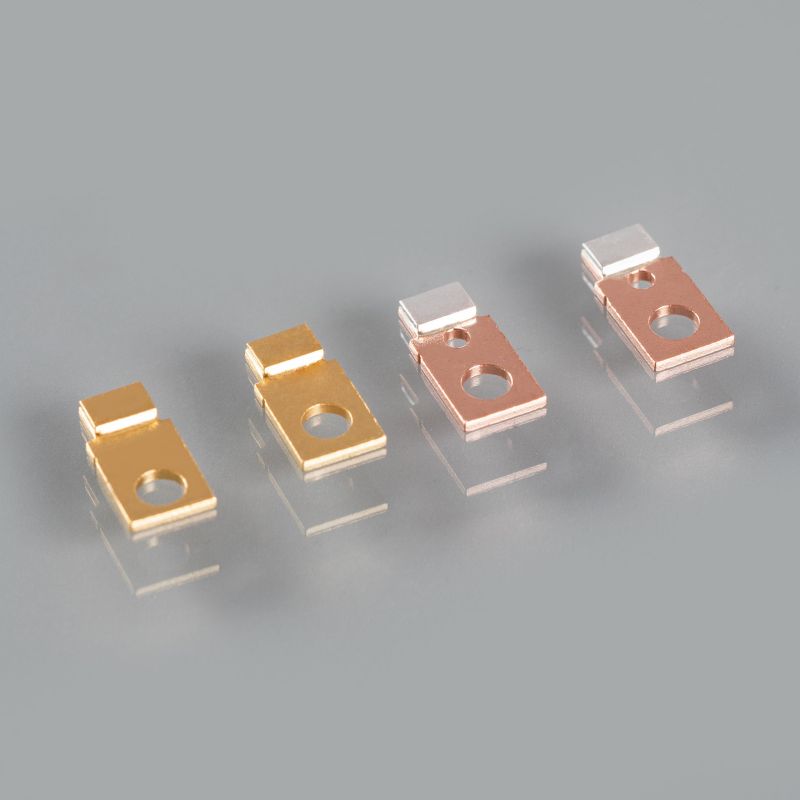
Verkleidete Stanzteile
Viele Kontaktanwendungen erfordern dickere Edelmetallschichten.Diese können durch galvanische Verfahren nicht wirtschaftlich auf die Substrate aufgebracht werden.Darüber hinaus werden häufig Kontaktmaterialien mit sehr spezifischen physikalischen und mechanischen Eigenschaften benötigt.Diese Materialien aus Gold-Palladium-Legierungen oder auf Silberbasis werden entweder durch Legierungsschmelzen oder durch Pulvermetallurgie hergestellt.Die Verbindung von Kontakt- und Grundmaterial wird durch Plattierverfahren wie Kaltwalzplattieren oder Warmwalzbonden erreicht.
Stanzteile aus Topplay-Profilen
DODUCO stellt Kontaktbimetalle in Streifenform durch Hartlöten flacher geformter Streifen auf Trägermaterialien und anschließendes Profilwalzen her.Sie bilden die Grundlage für kundenspezifische Kontaktteile mit erhabenen Edelmetallsegmenten für höchst anspruchsvolle Anwendungen.
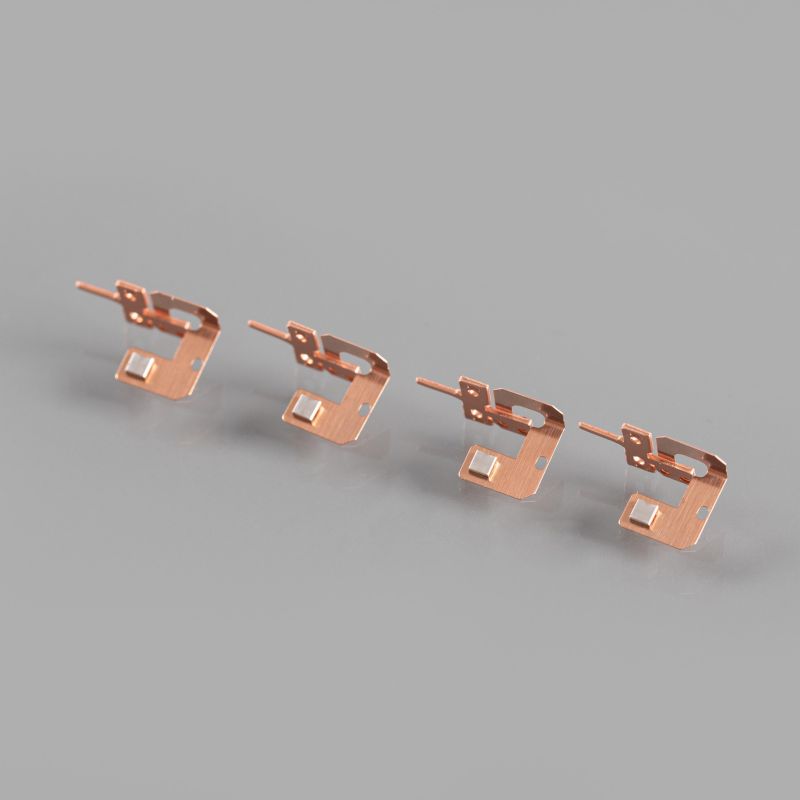
Stanzteile aus nahtverschweißten Streifen
Der Hauptvorteil von nahtgeschweißtem Bandmaterial zur Herstellung von Kontaktstanzteilen ist die begrenzte Fläche der Schweißzone.Dies führt zu einer Erweichung federharter Grundmaterialien nur im unmittelbar von der Schweißung betroffenen Bereich.Die Kontaktschichten bestehen hauptsächlich aus massiven Kontaktmaterialien oder Verbundkontaktprofilen oder Schweißnähten.
Anwendung