Sweissamestelling



Sweissamestelling
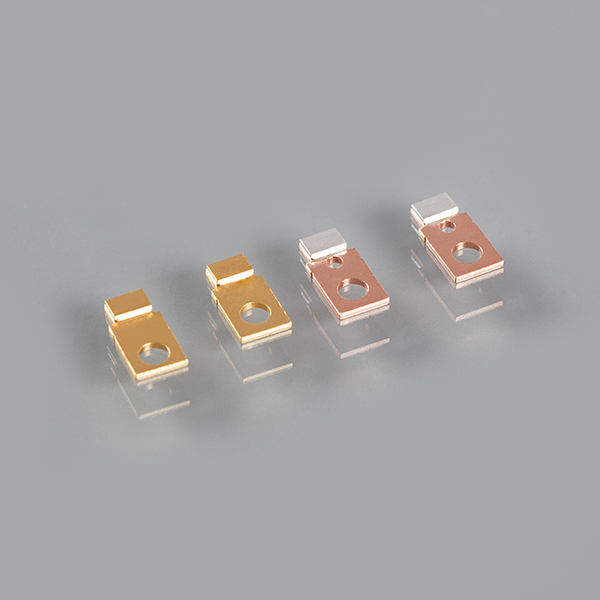
Ons voer B-5000 sweismasjien van Bihler in Duitsland in, ons kan 200-300 stuks per minuut sweis.
Twee basiese prosesse word in kontaksweiswerk gebruik: individuele kontakstukke word op soliede of voorafgestempelde drastroke gesweis of die gestempelde kontakonderdele word vervaardig uit halfvoltooide strook met reeds voorafgehegte kontakmateriaal.Tydens sweis van kontakstukke word die kontakmateriaal van óf profiele (bande), draadsegmente óf in puntvorm geheg.Die maksimum kontak area grootte vir hoë tempo sweiswerk terwyl noue vervaardiging toleransies gehandhaaf word, is 5 x 5 mm².
Afhangende van die toepassing is kontakmateriaal wat gebruik word gebaseer op goud, palladium of silwer.Om die mees betroubare en ekonomiese vervaardigingsproses te gebruik, het die kontakmateriaal gewoonlik 'n maklik sweisbare rugkant.
|
| |
| Produksie proses | Strip ontrol-strook nivellering-Voor pons-Coin en sweis-Finale pons |
| Produksietempo | 300-450 stuks/min |
| Strookwydte | ≤60 mm |
| Strook dikte | 0,1-1,0 mm |
| Ag、AgNi、AgCu、AgFe, ens. | |
| Kontak draad deursnee reeks | Φ0,4 - Φ2,5 mm |
| Kontak deursnee | Φ1-Φ4,5 mm |
| Kontak hoogte | 0,2-2,0 mm |
| Bindingssterkte | l 80-800N l Longitudinale sweislyn≥Kontakdraaddiameter) l Dwarssweislyn≥1/2Kontakdraaddiameter) |
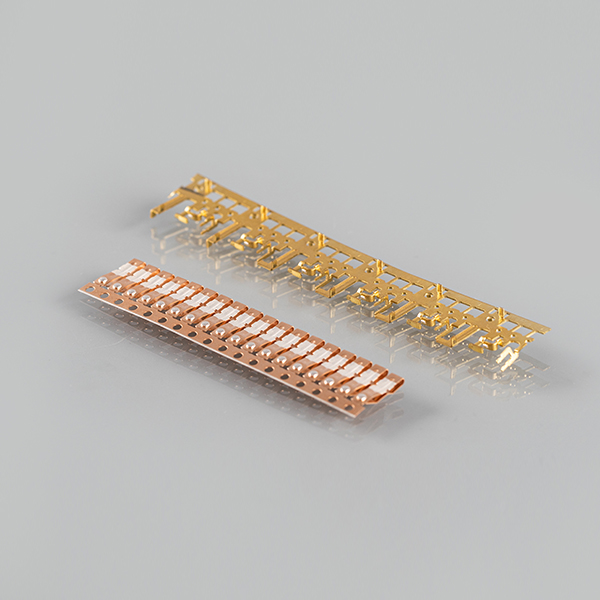
Gestempelde dele met semi-afgewerkte kontakstroke

Gestempelde dele van semi-afgewerkte kontakstrook word ekonomies uit aaneenlopende strook vervaardig.Kontakmateriaal wat in ons meulfasiliteite vervaardig word, is gebaseer op goud, palladium en silwer.Koper en koperlegeringsword gebruik as basis draer materiaal.
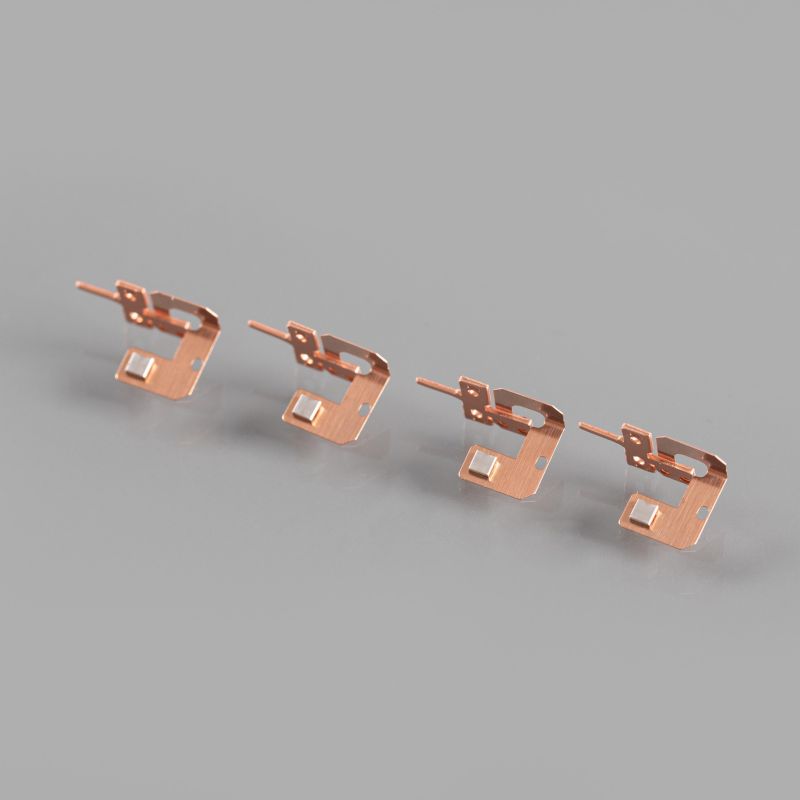
Geklede stempels
Baie kontaktoepassings vereis dikker edelmetaallae.Dit kan nie ekonomies op die substrate toegedien word deur elektroplateringsprosesse nie.Daarbenewens word kontakmateriaal met baie spesifieke fisiese en meganiese eienskappe dikwels benodig.Hierdie materiale van goud-palladium-legerings of gebaseer op silwer word gemaak deur óf legeringssmelting óf poeiermetallurgie.Die kombinasie van kontak- en basismateriaal word verkry deur bekledingsprosesse soos kouerolbekleding of warmrolbinding.
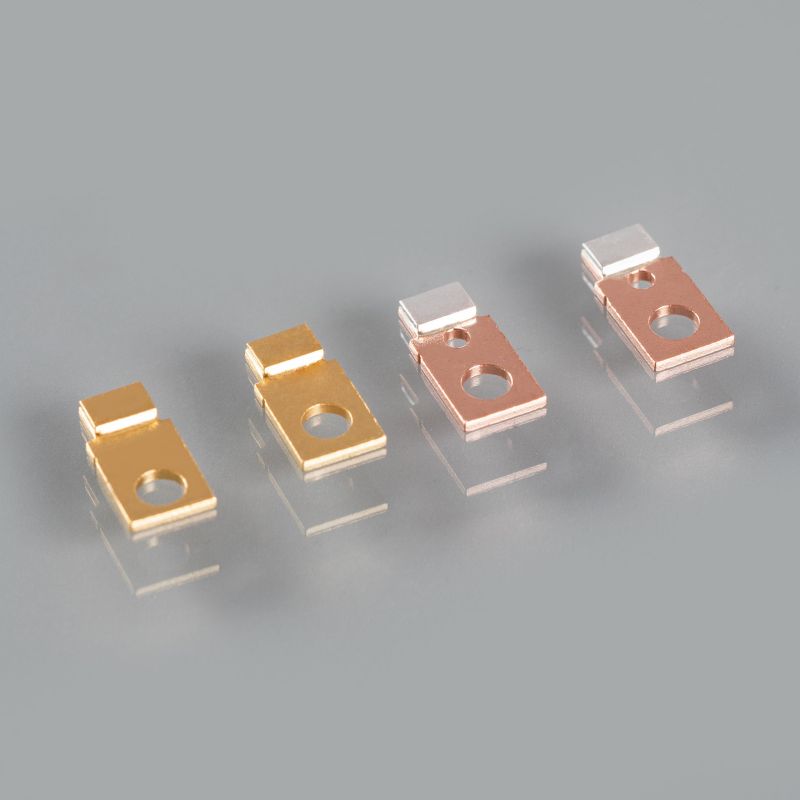
Gestempelde dele van Toplay-profiele
DODUCO vervaardig kontakbimetale in strookvorm deur soldeer van flatorvormige stroke tot draermateriaal gevolg deur profielrol.Dit is die basis vir klantgespesifiseerde kontakonderdele met verhoogde edelmetaalsegmente vir hoogs veeleisende toepassings.
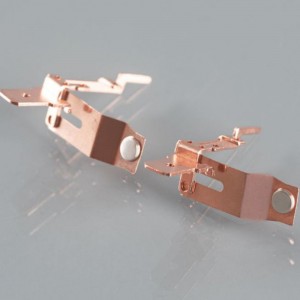
Gestempelde dele van naat-gelaste stroke
Die grootste voordeel van naatgelaste strookmateriaal vir die vervaardiging van kontakstempels is die beperkte area van die sweissone.Dit lei tot versagting van veerharde basismateriale slegs in die onmiddellike sweis-verwerkte area.Die kontaklae bestaan hoofsaaklik uit soliede kontakmateriaal of saamgestelde kontakprofiele of sweislas.
Toepassing